


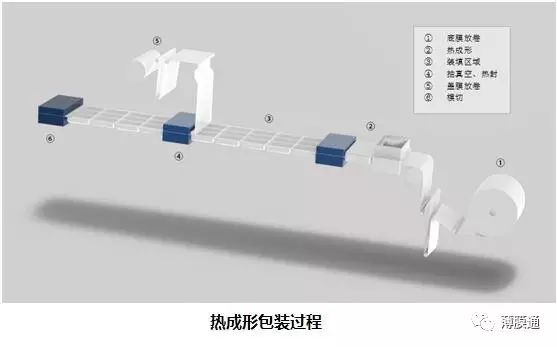
熱成形薄膜包裝,也被稱為拉伸成形包裝,熱塑性的塑料薄片加熱并拉伸成形后形成的泡罩、空穴、盤盒等,然后將商品固定在泡罩和襯底之間,以便于運輸和銷售過程中不易損壞,而且拉伸成形薄膜包裝能夠對形狀復雜、怕壓易碎的商品得到有效的保護,所以這種包裝方式既能保護商品延長保存期,又能起到宣傳商品擴大銷售的作用,現在已經被大家所熟悉最典型的例子便是超市里面的加工肉制品。現在加工肉制品大都已經采用了這類包裝。具體的包裝過程如下圖所示。
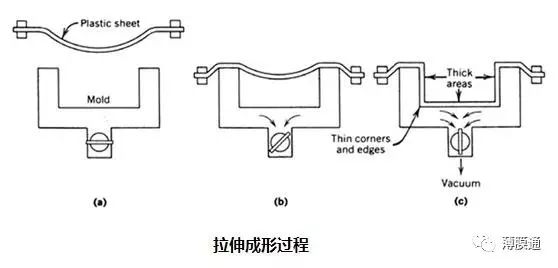
整個過程對薄膜的主要考驗在熱成形和熱封兩個步驟。在熱成形過程中,薄膜應該能夠均勻拉伸,避免出現老虎斑,更不能出現破洞。即便如此,拉伸成形后的底部轉角部分是最薄的。為了滿足阻隔性要求,此處的薄膜(尤其是阻隔層)需要維持一定的厚度。而在熱封時,則需要克服裝填過程中對熱封面的污染。如果抗污染熱封性不好,可能會出現熱封強度不足,甚至出現漏封的情況。
熱成形薄膜的配方結構
因為熱成形工藝的獨特性,熱成形薄膜的結構和配方設計與普通的薄膜設計有很大的區別。設計要點匯總如下:
① 為了滿足阻隔性的要求,一般都會采用帶有EVOH的7層或9層共擠結構。有的甚至會達到11層共擠。
② 為了避免熱成形過程中薄膜表面粘在熱的模具表面,最外層的材料需要有一定的耐溫性。例如PA或者PP。
a. 其中PA作為表層的結構具有更好的拉伸性能和抗低溫性能。
b. PP作為表層的結構具有成本較低的優點,但由于性能較差,只是在較低端的應用才使用。
③ 為了保證拉伸成形后的層間牢度足夠,需要使用專用的熱成形粘結樹脂,或者對粘結層的配方進行專門設計。(粘結樹脂可參看我們前面文章:薄膜生產常用樹脂—粘合樹脂)
④ 為了克服EVOH拉伸性不佳的缺點,可以采用PA包裹EVOH的結構。利用PA來協助EVOH的拉伸,避免出現EVOH層拉斷的現象。
⑤ 為了實現良好的耐污染熱封性,常用高比例的茂金屬甚至塑性體材料做熱封層。
⑥ 為了得到漂亮的薄膜外觀,需要小心設計各層的厚度比,同時注意各層的流動性匹配,才不會出現因為層間流動不穩定而產生的橘皮或者水波紋。
基于以上的考慮,目前在市場上比較經典結構包括PA/tie/PE/tie/PA/EVOH/PA/tie/PE的9層結構,或者PA/tie/PA/tie/EVOH/PA/tie/PE的7層結構。更多優秀的熱成型薄膜配方和解決方案可以聯系薄膜通。
熱成形薄膜的生產工藝
聚合物結晶大小對熱成形的效果有一定影響。一般來說,結晶越小,對拉伸成形性越好。所以大部分熱成形薄膜都利用流延或者下吹水冷工藝來生產。這兩種生產工藝都具有快速急冷的能力,因此生產出來的薄膜結晶較小,有利于熱成形拉伸。相比較而言,流延和下吹水冷各有優劣。流延的產量大、幅寬大、膜厚分布均勻,但是投資較大。下吹水冷的冷卻更快、透明度高、薄膜更柔軟、投資較少,但是幅寬小、產量較小。因此要根據終端產品及訂單的情況來決定適合自己的生產工藝。
聲明:本文由薄膜通約稿并整理,內容僅供學習參考,如有錯誤,歡迎指正。未經許可不得私自轉載,如有技術問題,歡迎大家發郵件探討。info@bomotong.com。
 聯系人:0769-8173-8045
聯系人:0769-8173-8045 電話:0769-8173-8045
電話:0769-8173-8045 郵件:info@bomotong.com
郵件:info@bomotong.com 地址:東莞市寮步鎮橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室
地址:東莞市寮步鎮橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室 
